



在不锈钢压力容器焊接中,“背面清根”是决定焊缝质量的关键工序。传统碳弧气刨有渗碳风险、打磨量大、效率低的问题一直困扰着制造企业。
海宝手持等离子气刨,不仅无渗碳、效率高,还能清晰观察焊接缺陷,让清根更精准、更省力。
今天,我们就来揭秘正确的操作技巧与实战成果!
一、碳弧气刨的三大“隐痛”
1、渗碳风险
碳弧气刨会在不锈钢表面形成渗碳层,影响耐腐蚀性能,必须深度打磨(0.5~3mm)。
2、效率低下
打磨时间长,20mm厚工件每米清根打磨高达60分钟。
3、作业环境差
噪音、强光、粉尘,无法满足环保与安全要求。
许多容器制造企业因此禁止使用碳弧气刨,但苦于没有高效替代方案。
二、海宝等离子气刨:解决顾虑,效率飞跃
- 无渗碳,安全可靠
等离子气刨不引入碳源。
- 大幅减少打磨,效率提升75%~90%
碳弧气刨有渗碳现象,硬度升高2~3倍,打磨深度要求可达3mm;海宝等离子气刨没有渗碳现象,只需砂轮片打磨表面即可焊接。
- 切割+气刨一机多用
海宝Powermax系列手持等离子系统即可高精度切割,又可高效气刨,只需通过更换易损件即可实现气刨与切割的切换。
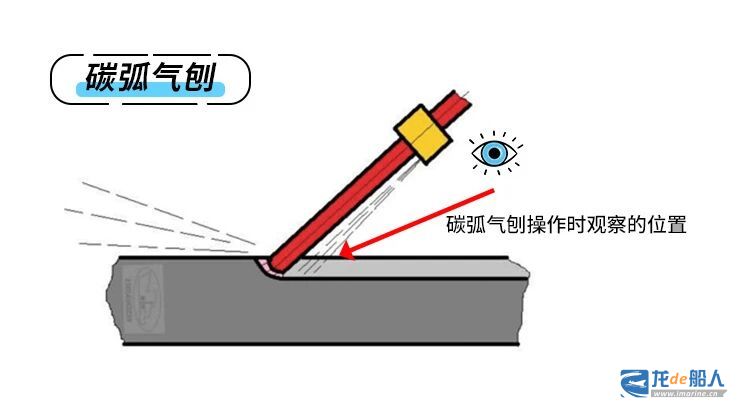
三、核心技巧:如何“看见”焊接缺陷?
用户最担心的:用等离子气刨看不到焊缝缺陷,怎么办?
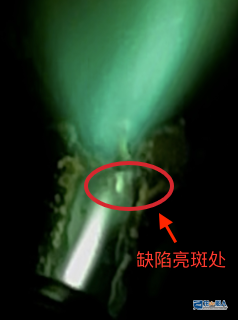
- 秘诀一:调整观测方式
利用“燃烧发光”识别缺陷,区别于碳弧气刨的观察位置
诸如气孔这类的缺陷直接可见。熔渣在等离子弧高温下会燃烧发亮,呈现各种颜色(如橘黄或橘红色),区别于白蓝色的电弧光。
操作者佩戴变光面罩(遮光等级10~11),即可清晰追踪缺陷。
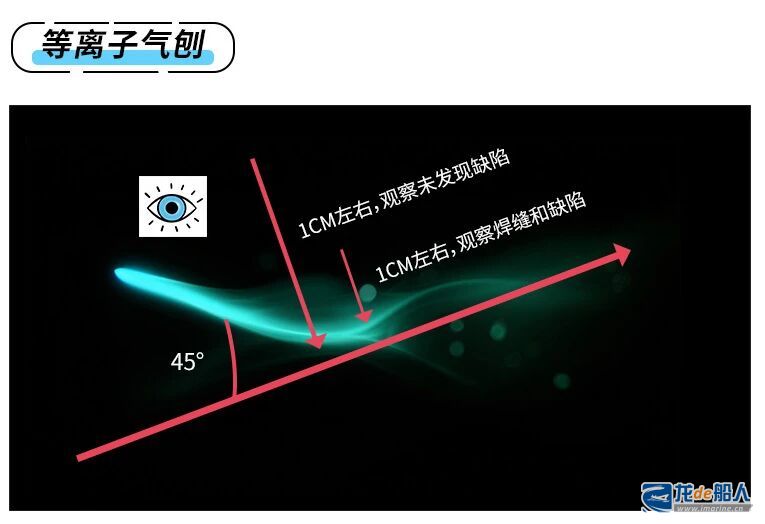
- 秘诀二:正确的操作姿势
割炬与工件成 30°~45°

拉长电弧,利用“锹”形前端进行刨削


移动速度控制深度:慢则深,快则浅
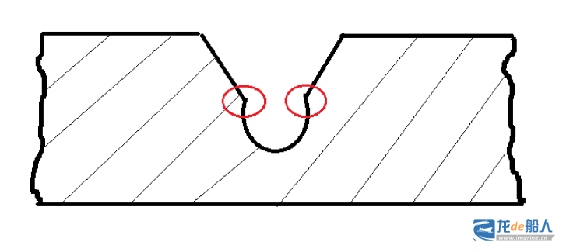
- 秘诀三:分步处理深槽(如X坡口)
1、清根:105A,刨至焊缝底部,清除缺陷
2、修形:85A,用等离子弧侧边修整尖角
3、打磨:氮气气刨后表面呈黑色,钢丝刷或砂轮片轻打磨即可
四、客户实战案例
- 工件:不锈钢,单面V坡口
- 工艺:手工气刨 + 氮气 + 打磨
- 结果:PT探伤通过,槽形尺寸深10mm×宽15mm,满足焊接要求
- 评价:操作工上手快,缺陷清晰可见,效率远超碳弧气刨

“以前怕用等离子气刨看不清缺陷,现在发现不仅看得见,还更准。” —— 现场焊接技师
五、为什么选择海宝?
- 无渗碳:省去深度打磨,节约工时
- 易操作:无需熟练工,新手也可快速掌握
- 高性能:连续作业不断弧,主机6年质保,可靠耐用
- 强支持:提供操作指导、培训视频、现场验证
从“碳弧”到“等离子”,不只是工具的升级,更是工艺的革新。
海宝手持等离子气刨,让不锈钢清根更安全、更高效、更可控。





