



近期,中船动力下属子公司深挖潜力、精耕细作,在降本增效的征程上再获突破。
一、S60机架标准生产周期取得突破性压缩——精益管理“组合拳”助力生产

为破解生产瓶颈,动力部件锚定S60机架生产效能,组建由计划、调度、工艺三线联动的精益攻坚团队,通过全流程价值流重构,成功将生产周期压缩10%。奏响了高效制造的“加速度”,为年度目标达成注入强劲动能。
主要改善措施如下:一是优化计划管理,从“柔性”到“刚性”。通过延长滚动计划周期、生产计划“色块管理”、日监督检查机制等强化过程控制。二是强考核+6S赋能。从员工激励与现场管理双管齐下,动态更新考核细则;打造高效、稳定、透明的现场环境,减少流程衔接障碍,让各环节协同更顺畅。三是自动化焊接,为效率“加速”。引入自动化焊接设备,有效提升改善焊缝质量与焊接效率,实现双重收益。
最终成功将S60机架标准生产周期压缩10%。这一成果不仅缓解了交付压力,更积累了精益管理经验,为提升核心竞争力奠定基础。
二、典型机型总装台位周期缩短12%——中船三井机组生产效率提升实战
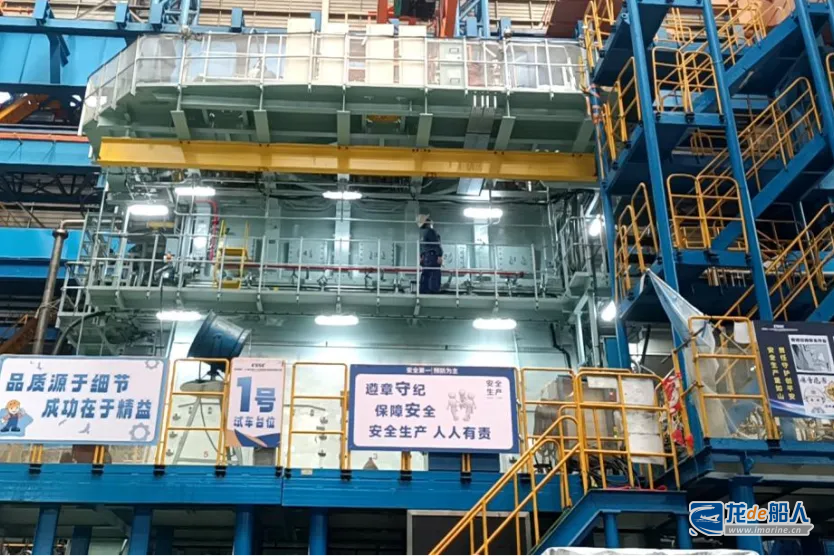
面对市场交付压力,中船三井精准识别主机试车台为关键制约资源,直接关乎年度产出目标。为此,该公司聚焦总装台位周期这一核心指标,全力开展攻坚,实现周期压缩12%的重大突破,为高效稳产和订单交付提供了坚实保障。
中船三井迅速组建了总装台位周期分解优化精益改善团队,制定并实施六大核心改善措施:一是技术部门和生产车联合开展工艺文件细化,包括作业内容、作业定额、工具工装、质量安全控制要素等结构化工艺信息。二是根据公司未来几年产量分布开展PQ分析,选定典型改善机型。开展台位作业写实,识别作业过程中的困难点和可以进一步提升效率的机会。三是从效率提升、质量提升、提升客户满意度、降本增效、安全改善和一流环境改善六个方面入手,分析并形成写实改善清单。四是基于作业写实识别出来的改善机会,优化工位文件中的作业顺序、工艺定额等,进一步助力结构化工艺CAPP系统优化。五是优化总装车间排产方案,形成压缩优化后的标准台位周期。
通过上述系列举措,改善成效显著:典型机型台位周期得到显著压缩,选定试点机型的台位周期压缩12%;作业过程得到有效改善,通过工具工装的设计改善、管理改善,以及工艺和图纸优化,作业过程得到有效改善;激发员工改善热情,通过改善落地提升作业效率,减少现场痛苦作业,现场员工感受到较大的便利,逐步自发开展改善,对精益改善产生较大的激情。
三、持续改善注活力,降本增效促发展——安庆船电“五小”创新改善活动取得新成效

安庆船电持续巩固深化融合“以改兼振”的发展路径,促进公司各部门精益改善工作的推进,坚持问题导向,以精益思维持续推动工艺流程优化,助力产效提升、降本增效,推进公司精益管理工作再上新台阶。
生产制造部精益改善行动内容广泛覆盖激光切割、折弯、焊接、油漆、装配、接线各工序。主要措施如下:一是布局调整,生产组织全员模拟测试,根据物流动线重新规划工位与物料摆、放位置,减少人员走动距离;二是流程优化,合并冗余环节、明确各工序衔接流程,压实工序对接责任;三是工艺改进,图纸优化,动员一线向技术人员献计献策;四是设计制作专用调试台替代人工反复接线。五是现场可视化方案提升,制定专用流程标识卡,便捷展示产品在制状态。
举措落地见效,实现重点产品ECC生产节拍缩短40%,产品不良率小于3%,电检效率提升约30%,交付率提升至100%。





