|
为了控制船舶自重,提高内部空间利用率,高强度薄板在船舶中得到了大量应用。但是,在现场建造中,薄板焊接对于工艺参数的控制要求高,容易发生收缩、弯曲、翘曲等变形,影响结构的强度和尺寸精度。因此,在船舶薄板结构的建造中,需要引入矫正工艺以控制焊接变形,保证成品质量。传统的变形矫正技术包括机械矫正法和水火矫正法[¹],这两种方法操作简单,但依赖于现场经验的积累,对工人操作技能要求高,限制了薄板结构的建造效率和自动化程度。 感应热矫正技术研究现状 感应热矫正技术是基于电磁感应加热理论发展的一种焊接变形矫正技术,感应器上通过高频的交流电后,在钢板上会形成变化的磁场,产生变化的电场,形成感应涡流。在金属材料电阻的作用,涡流区域产生了热。图1是感应热矫正的示意图[⁴]。由于集肤效应,钢板表面的电流密度较高,在垂直厚度方向上产生温度梯度,形成集中加热区。加热区的温度可以控制在规定要求范围内,通过热应力使得薄板发生塑性变形,实现局部区域的焊后变形矫正。 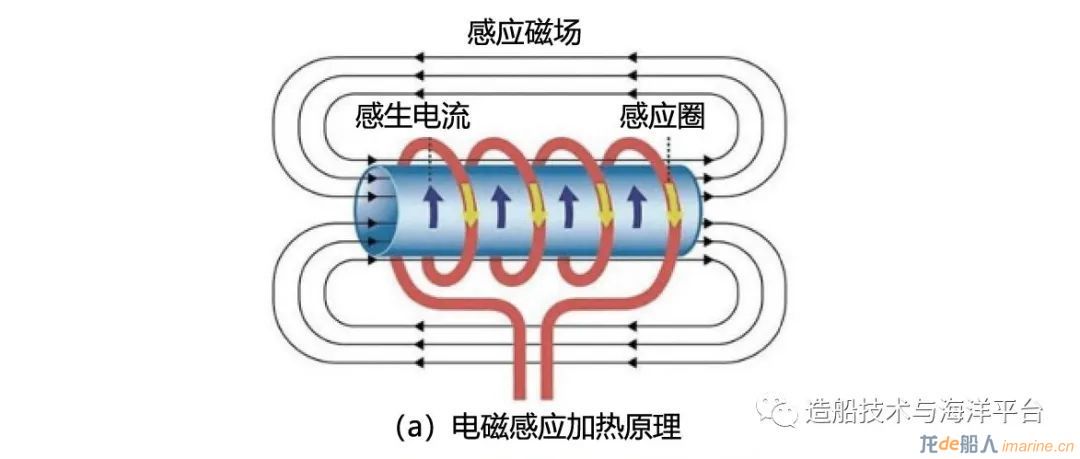 图1 (a)感应加热示意图[⁴]  图1 (b)现场实物图 感应热矫正技术对人员操作经验依赖小,设备自动化程度高,可重复多次进行焊接变形矫正,得到了船厂和研究机构的关注。Mark Wells等[⁵]专门开发了感应热矫正系统,矫正后有94%左右的甲板在误差允许范围内,节省约75%的时间。杨兴林等[⁶]对比分析了火焰矫正和感应热矫正,如表1所示,感应加热的矫直性能达到95%,材料的柔性仅减少7%,并且减少了对操作环境中易燃物品的危险。王小龙等[⁷]结合某型船使用情况,分析了感应热矫正技术在工效、技术及成本等方面的特点,发现热感应矫正设备的最大特点在于可对4-8mm板材进行有效的矫正,解决了船体结构薄板大范围变形的问题。 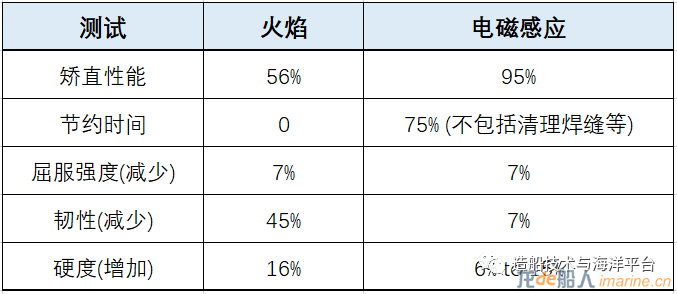 表1 火焰加热与感应加热在矫直钢板过程中的性能比较 感应热矫正技术涉及热力学和电磁学的复杂过程,近些年来,借助于有限元分析技术,研究者们定量研究了不同工艺参数对矫正效果的影响,获得了适宜的矫正参数和工艺方案。刘海华等[⁸]借助于数值仿真分析方法,可视化研究了感应热矫正中温度场和应力场的分布规律,发现线圈电流强度及电流频率的增加可以有效提高薄板温升速率,如图2所示。当电流强度为110~120A,电流频率为7kHz时,薄板焊接变形可以得到较好的矫正效果。王蕾等[⁴]通过有限元分析发现,感应加热位置采用由焊缝向外逐渐加密的分布方式时,矫正效果最佳。 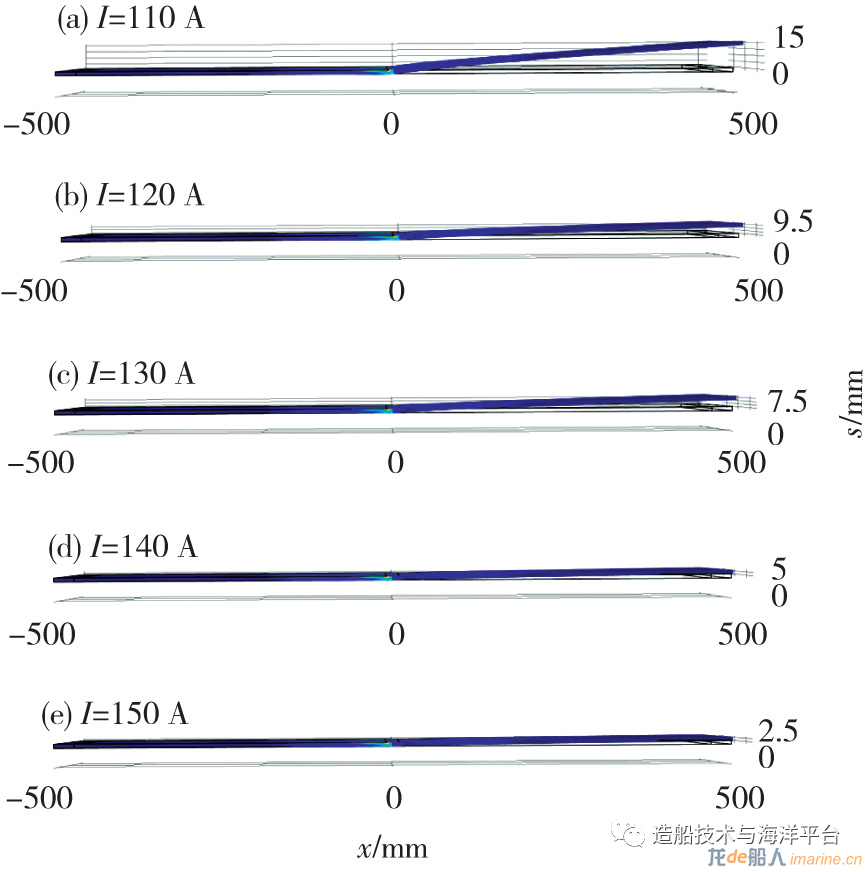 图2 不同线圈电流强度下 Z 向位移量云图[⁸] 感应热矫正技术的应用 1、T型结构焊接变形矫正 T型结构是船舶构件中一种比较典型的构件,在焊接中会产生面板角变形和纵向弯曲变形,影响构件的后续装配,有必要对两种变形进行矫正工作,如图3所示。 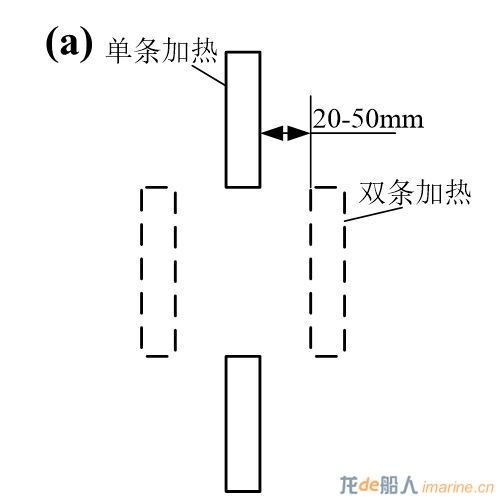 图3 (a)面板角变形矫正的示意图 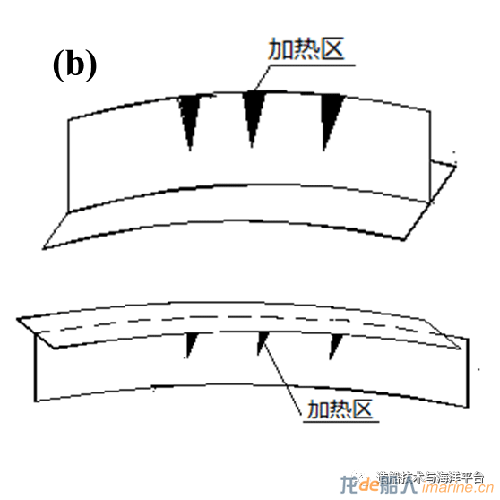 图3(b)纵向弯曲变形的示意图 对于面板角变形,可用长条形感应加热直接在型材背面矫正。加热线位于骨架的背部,即“背烧”,当变形较小时,可用单条,烧于骨材正背部;当变形严重时,可烧于骨材的两侧(距焊缝距离为20-50mm左右)。 对于纵向弯曲变形,可用楔形法矫正,对于变形严重的可兼施外力促其收缩成形,加热的次序按两端向中间进行,楔形加热先从凹侧开始。 2、板架结构焊接变形矫正 板架结构的焊接变形大致有三种,瘦马变形、整体波浪变形、板格中的凹凸变形,示意图如图4所示。 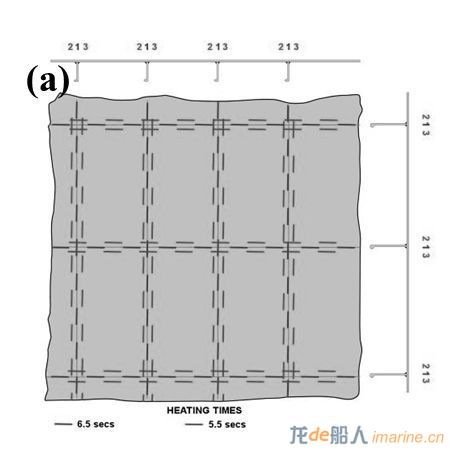 图4 (a)“瘦马”变形的示意图  图4 (b)整体波浪变形的示意图 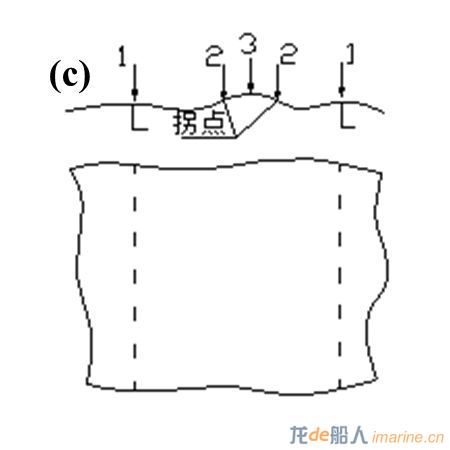 图4 (c)板格中的凹凸变形的示意图 对于板架的“瘦马”变形,在加强筋的正背面板面凸起,在加强筋之间板面凹起。矫正方法与矫正面板角变形的方法相同,用长条形感应加热,在骨架的背面加热,即“背烧”。当变形严重时,可烧于骨材的两侧(距焊缝距离为20-50mm左右),双条加热应与单条错开距离。 对于板架的起伏波浪变形,整个板架结构呈大范围的凹凸变形,它的矫正方法是先在凹面两侧的骨架处,用长条形加热法进行“背烧”,然后在凸出面的骨架之间,用长条形加热法进行矫正。如矫正后仍未达到要求,可重复进行操作。 对于板格中的凹凸变形,在构件之间产生的波浪变形。矫正时,先在骨架处用长条形加热法进行“背烧”,然后在变形的凸部与凹部的交界拐点处用长条法进行加热矫正。 应用前景 [1] 张志英, 江志斌,虞成全. 造船(中钢板)焊接变形的自动火焰矫正工艺系统[J]. 机械工程学报, 2006, (01): 196-201. [2] 苏绍娟,胡勇,王呈方. 船体三维曲面外板成形工艺方法研究进展[J]. 中国造船,2012, 53(02): 211-216. [3] Wells M. 感应热矫平——薄钢板焊接变形矫平方法[J]. 船舶工程, 2009, 31(04): 91-95. [4] 王蕾, 周宏,关保刚,等. 海洋平台上层建筑焊接变形及矫正分析[J]. 中国海洋平台, 2020, 35(04): 86-90. [5] Wells M,王正,赵亚涛. 船甲板焊接变形矫正新方法[J]. 金属加工(热加工), 2009,(20): 16-17+44. [6] 杨兴林, 白晓锋, 陈宁. 造船焊接变形矫正新方法的探讨[J]. 江苏船舶, 2013, 30(06): 33-35. [7] 王小龙, 陈红亮, 何源. 感应矫平设备在薄板变形矫正方面的应用[J]. 广东造船, 2015, 34(06): 64-65+63. [8] 刘海华, 白云龙, 李亮玉, 等. 薄板焊接变形中频感应矫正技术[J]. 材料科学与工艺, 2020, 28(04): 90-96. |
随着2050年温室气体战略的实施,IMO制定了在2030年之前将航运碳 ...[详细]

英国T26护卫舰发展动态跟踪及建造技术分析[详细]

船舶建造中大量的零部件需要在涂装前进行自由边打磨,目前我国除 ...[详细]
船生锈了一定要修吗?[详细]

替代涂层防腐措施的原油船用耐蚀钢[详细]
本文对该技术的研究现状及其在船舶中的应用进行总结,展望该技术 ...[详细]
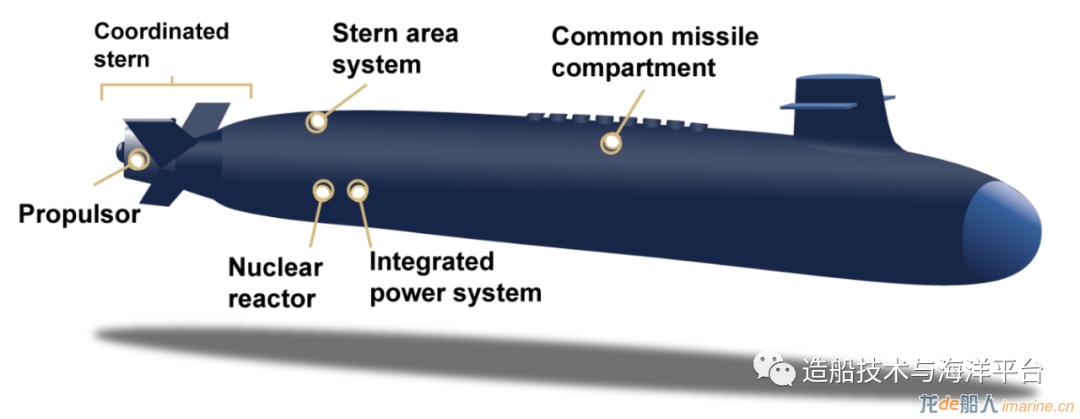
哥伦比亚级战略HQT计划进展综述[详细]

美英气垫船空气导管复合材料应用[详细]
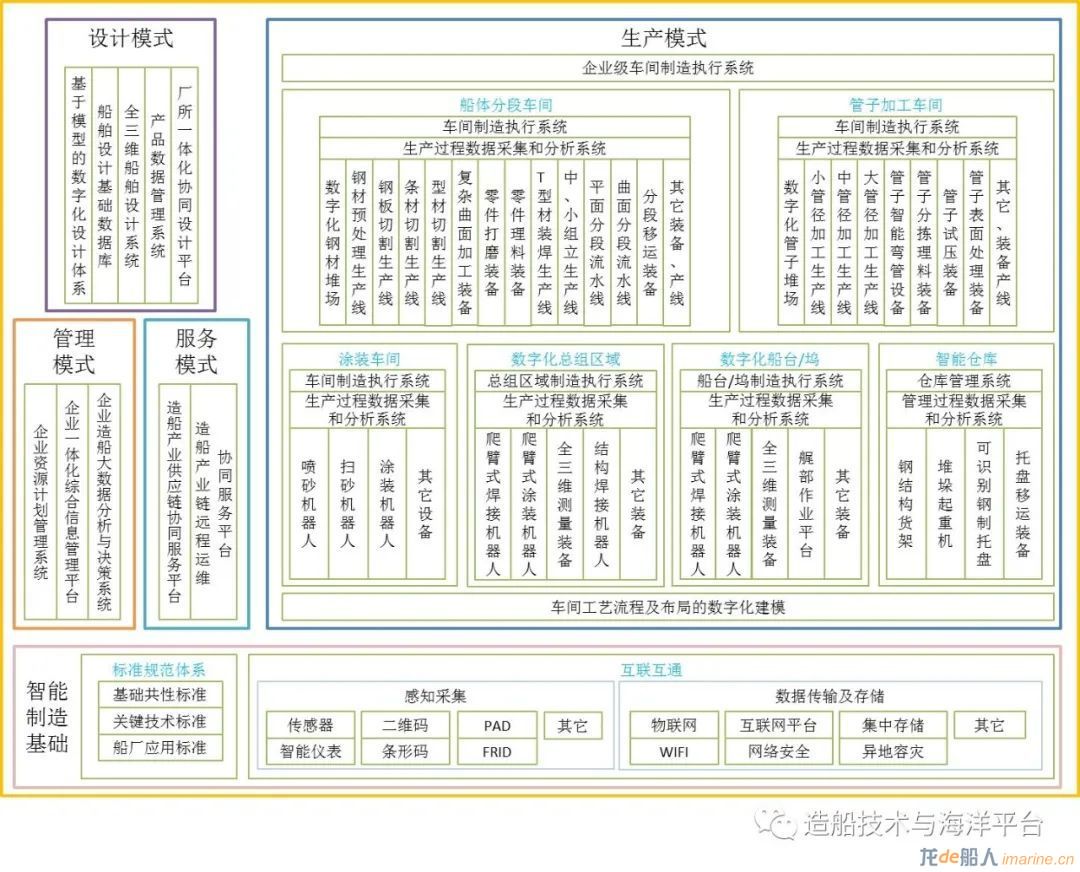
系统性地提出船舶智能制造模式的核心要素构成及其体系架构成为船 ...[详细]
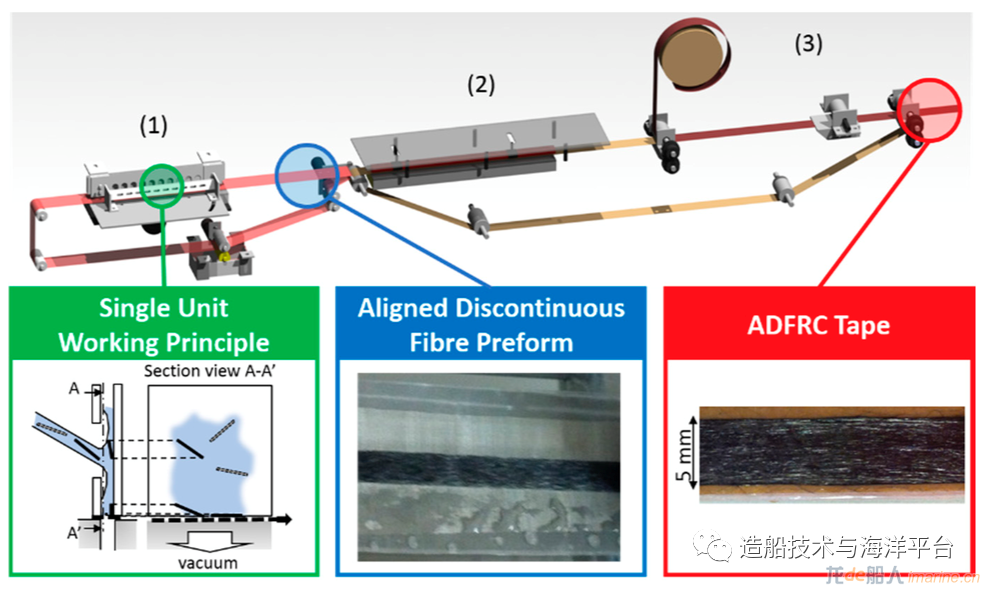
英国短纤维增强复合材料制造工艺——HiPerDiF[详细]


